

��ַ: �V�|ʡ�|ݸ������·342̖
�Ԓ��0769-85093295
���棺0769-85093195
Q Q ��2951798730
�]�䣺2951798730@163.com
|
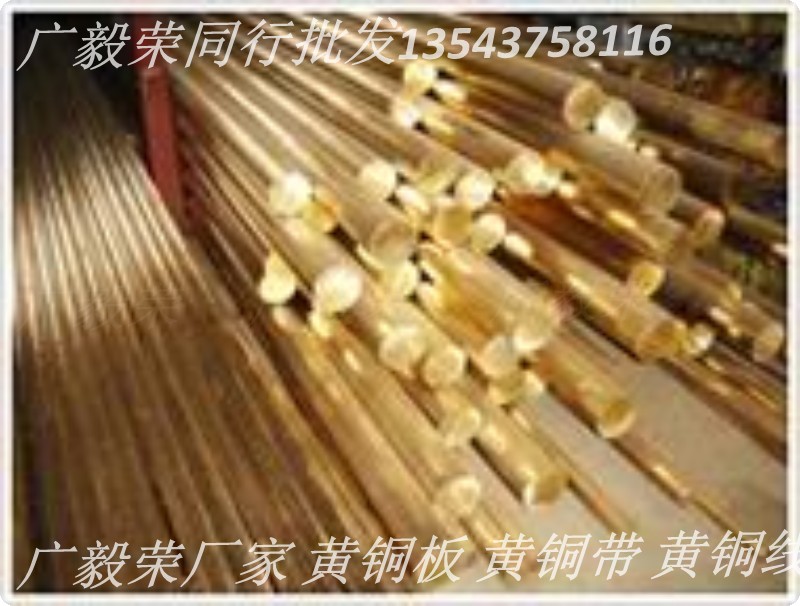
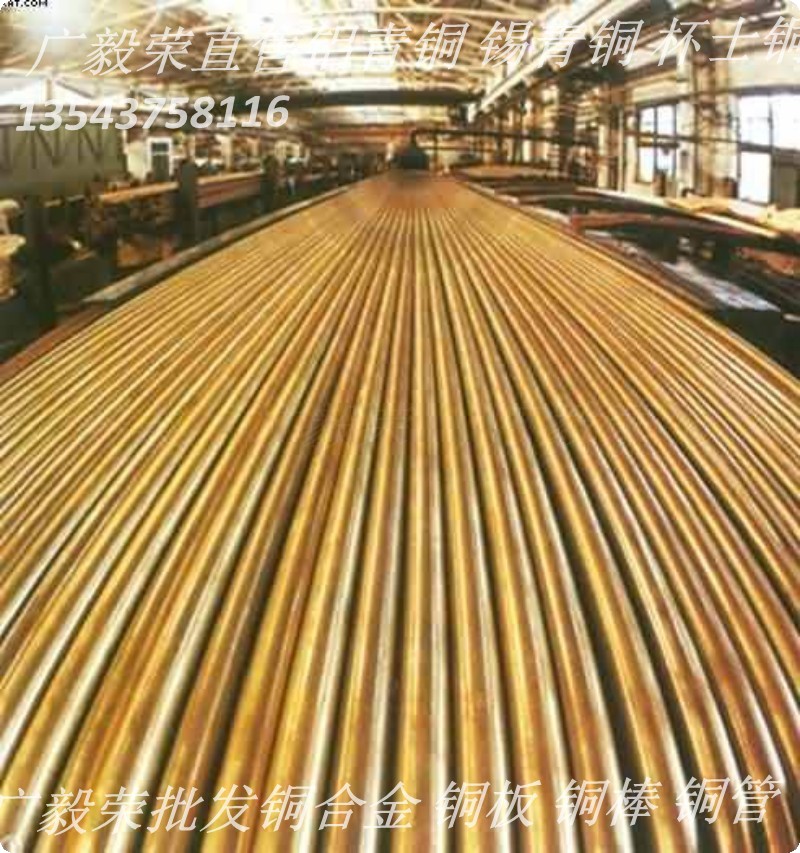
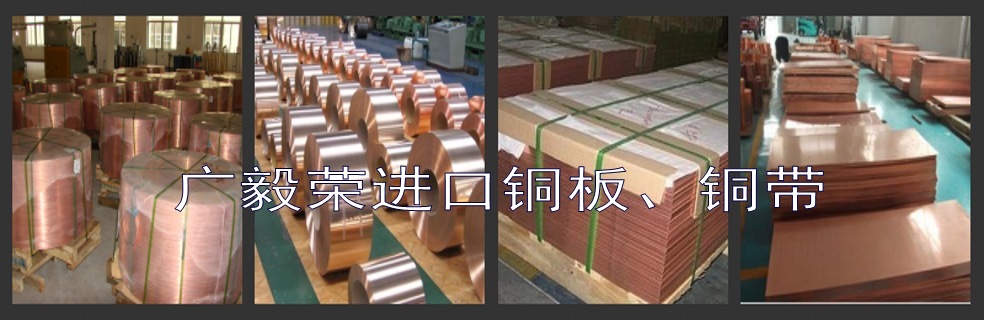
���~��һ�N�����~���ϣ�����ASTM�˜���̖C14500�������������乤�I�lչҪ���������o60������Ƴɹ���һ�N�ߌ��������~�Ͻ���ϣ��������a�~�Ͻ��ܼӹ����ϵĿհס����~�Ͻ���ϼ�����^�õ����������ܺ̓����Č�늡��������ܣ�ͬ�r�߂俹���g�Ϳ�늟��g���ܣ����ӹ������^�ã�����졢�T�졢�D�����ơ��_��ģ�����aƷ�ɼӹ��ɰ塢Ƭ�������z���ܵ��ͲĺͶ�N���Ͳġ�
���~�aƷ�˜�
ASTM B301/B301M-13��
���~���W�ɷ�
���~�C���������
���~����������
���~( C14500 )�Ͻ�����^�õ����������ܺ̓����Č�늡��������ܣ��Լ������g���ܣ��Ǹ��~�Ͻ�������������õ��~�Ͻ���ϣ��������ӹ������^�ã�����졢�T�졢�D�����ơ��_��ģ������ѡ� [1]
���~�����I��
ԓ�Ͻ���Ҫ���ڣ�Ҫ��߂����ߌ�늡����g�ľ���������Ԫ���������C������呼����ݼy��������ˮů�ܼ������늚���|�������x�Ӽ������и��������܇���әC���_�P�����ȡ��aƷ�ɼӹ��ɰ塢Ƭ�������z���ܵ��ͲĺͶ�N���Ͳġ��S���������Ҍ�����Դ��܇�Ĵ������M����늘���
���~�C���
���~��������
���~�ӹ����� ���~���~�Ͻ����ܷ��
��1���ߌ����~���Ͻ�
�ߌ����~�Ͻ�Ĵ�̖һ����DT��ʾ�����~�Ͻ��c�y�~һ�Ӿ��Ѓ����Č�늡��������ܣ�����֮�⣬�����g�ԡ�늻�����Ҳ�܃�Խ�����~�Ͻ�����T�������ľC�����ܝM���˚W�˺��҇�����քe�ڡ��P�����늚��O���н�ֹʹ��ijЩ�к����|ָ��͡������Ϣ�aƷ��Ⱦ���ƹ����k�����ȷ�������Ҏ���Ľ�ֹ����Ͷ�ŵ����늚��O����ʹ�ú����U���������r�t�����屽�ѺͶ������ȶ�N�к����|�����PҪ���ǣ����~߀���Լ��ă��c�����кܺõ����ӹ����ܣ���������м���ܱ��y�~߀Ҫ�ã�������������U�S�~����B����Ҫ�������ܣ�1)���кܸߵČ�����ܡ����~�Ͻ��c�~��ȶ��ܸߣ���������ͬ�����~Ҫ����10%-13%�������y�~����10%-15%��������~�Ͻ��늌���94%-98%��2)���кܸߵğጧ�ʡ��������y22%���������~28%��3)��늻��κá���Ͻ��ڱ��C�ߌ��ėl��������ͨ�^�{���ӹ���ˇ�l������ߺϽ�ď��ȣ��Ķ��@�øߏ��ߌ������~�Ͻ�DT���~�Ͻ���ϑ{���䃞�������ܣ��������\��������ӡ���늡���ͨ������е�������ڸߌ�늡��ߌ�����I�������ܴ�����ã���δ���İlչ�����������Á�ȡ���y�~���ڱ����ИI���кܴ�İlչ���g�������̘Iǰ����
��2���ߏ��V���~���Ͻ�
�ߏ��V���~�Ͻ�Ĵ�̖һ����MDT��ʾ����Ͻ���һ��иߌ���ʡ������Ŀ�늻��Ρ����õ����W������һ�w�ĸ������~���Ͻ𡣱��V���\���ڸ����F·�W�е����P�������aƷ�����N���c��1)���õ��������ܣ��˴��g����ܺã�2)�����Ŀ�늻������ܡ���Ͻ���Ҫ�������ڵ���I�����������\�����B�������Q����������ИI�����҇���Ҫ̎���_�lԇ��A�Σ��Ї��F���WԺ�ȶ���Ո�����P�Č��������������ң������������a��Ͻ���Ҫ������һЩ�l�_���ҡ�
��3���������������~���Ͻ�
�ߏ��V���~�Ͻ�Ĵ�̖һ����PDT��ʾ����Ͻ�{���䃞���������ӹ����ܡ���늻������ܡ������g�Լ�������ܣ�������������ĸ����a�ʡ��ɱ��͵����ܣ����V���\���ڻ������Cе�����ӵ������ИI�����������кܺõ��������ܣ�����Ա��Á��������N�и��b�õĸ��졢���^��늳ص�늘O�ȷ��棬���Ҵ�Ͻ�o��Ҳ�����Á������������Ʒ��������ȡ�
C14500���~�Ͻ������~�м���0.40-0.70%�ڡ�0.004-0.012%�����ͺϽ���ϣ������Ƴɵİ��ľ��Ѓ������������ܣ������Ԅ�܇�����M�и����������������ʽz��@�N����߀�����^�ߵČ�늡������Լ����õ����g�ԣ��ښW�����ձ��Ȱl�_�����яV�����ã���Ҫ��;�飺Ҫ��߂������ߌ�늡����g�ľ���������Ԫ�������C�������T�����ݼy��������ˮů�ܼ���늚���|������܇�������������죬늄әC���_�P�����ȡ����ƳɈA�������ǰ������Ͱ������
������|�^���ϵĸߌ����~�Ͻ��@һaƷ���������W���ա��n��I���a�Ӷࡣͨ�^�����~�Ͻ��Ј������P�������҂������������J�R�����~�Ͻ���Ѓ�Խ�����ܣ���V���đ���ǰ���͝����Ј��ѵõ��ձ��Jͬ����ͬ�r�Ј�Ҳ��������ӹ��ɱ��ߣ����Ͻ�ɷ����Ј��rλ�߶����Ǒ����Բ��ϣ��Ķ�ʹ��ֻ�в��ָ߾��aƷ��ʹ�����~�Ͻ����~�Ͻ�����_�l�ڇ��Ȅ�������ꖡ��Ĵ�����ꖡ��V�|���㽭�ȵ����_ʼԇ�ƣ��Ј������ܴ�
���~�Ͻ�aƷ�z�y����
��1�����T��ˇ����
���������T��ˇ��̽���������Ĺ�ˇ���������Iԇ�r�քe
ʹ�����~�����c���~��ʯī���׃ɷN��ͬ�ĽY�������Ҹ����ÃɷNˮ���͝��T�ٶȣ������T�V�����ܣ��Ķ��_����ѵĹ�ˇ�������ɷN���T��ˇ����Ҋ��1��
���⣬��ԇ��^���У����˽��ͳɱ����M���p�����ϵķe�棬�҂������l�t���ȵõ��۟������ٲ��ù��l�Б�늠t�M�����a���ù��l�Б��tԇ���a�r�҂����ð�t�۟��͆θ����T�ķ�ʽ�M�С�
��2���D�������칤ˇ����
���~�Ͻ���ęCе�������аl�����ĵڶ����y�P����Q��;
�����ڔD�������칤ˇ�ϵă������䣬�����ڲ��˻����r���_��������Ҫ���]����Ҫ���c�ɱ��ĺ����Y�ϡ�����߮aƷ�����|�����D���r����ˮ��D�����Fģ���T���T�V����M��܇��������ܔD���������������ĔD����ˇ�ƶ��ɷN�D���������քe�D����31mm����35mm���������M�����죬����Ʒ�M�ЙCе���ܙz�D��Ʒ������ǰҪ�M����ϴ���քeӋ�����������ε�����ϵ����ʹ�����μӹ��ʱ��^�������OӋ������ΕrҪ���]���|��Ӳ�ȡ�����ģ���c�O�����ܵȅ������Ա��C�������������ɡ��D�������칤ˇ |